


XL200 Parameters
Shear Dwell Down
Help ID: 121
Initial Version: 1.0
Appears In: All Software Models Except XL208CL/XL200CLRE
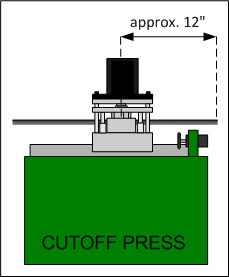
The assumption of the software of every XL200 Series controller is that it controls a cutoff (shear) press, regardless of whether or not the cutoff is an actual shear, slug die, saw, etc. The XL200 simply turns on a digital output for the programmed Shear Dwell Down time.
The Shear Dwell Down parameter allows the user to define how long it takes the shear to cut, or break through, the material. In most applications, this value is set for the time required to cut through the thickest material the production line will run. Depending on the application, it might make sense to change the time based on material thickness and line speed.
Regardless of the physical requirements for the setting, it is important to note that the XL200 Series controller does not dictate the speed of the press. Some users see a correlation between the parameter setting and the amount of time the press fires. The actual press speed is a function of the mechanics of the press, itself – stroke, hydraulic or pneumatic pressure, flow, mechanical linkages, etc. What this means is the controller does not control press speed, the parameter is so the XL200 can know how long it takes for the press to do its job.
Corollary
Regardless of the type of press or any other factors (including parameter settings), the Shear Complete input to the XL200 Series controller always overrides the programmed Shear Dwell Down time. This functionality exists to help support systems that use a mechanical press. In open loop flying die applications, press consistency directly affects part length. Often, press manufacturers will use a PLC or a set of latching relays (logical flip-flop circuit) as an “anti-repeat” circuit. Used in combination with a cam sensor, this prevents the press from over/under rotating, and helps it to return to top-dead-center (TDC).
Most PLCs and mechanical relays have a timing variance of several milliseconds. This timing variance will manifest itself as a length variance that corresponds to line speed – the faster the machine runs, the worse the variance. To help minimize stopping variance on a mechanical press, the XL200 Series controller can be used to fire the clutch/brake solenoids directly, and the cam sensor can be tied to the controller’s Shear Complete input for millisecond control to help stop the press more consistently at TDC.
The millisecond the XL200 Series controller receives the Shear Complete input, it turns off the Shear Down output. For software models with a Shear Up output, that output is immediately fired for the programmed Shear Dwell Up time.
Specific to Open Loop Applications
In open loop feed-to-stop applications, the Shear Dwell Down parameter can be used in conjunction with the Tolerance parameter to pre-fire a slow moving press in order to minimize wasted time stopped and increase throughput. The controller performs 2 tests as it’s bringing the material to a stop to determine if it can fire the shear:
The controller checks to see if the shear point is within the programmed Tolerance range.
The controller checks to see if the material is “close enough to stopped”. This software function calculates Tolerance/Shear Dwell Down to find a speed in inches per second. If the target is within Tolerance, and the material is at Tolerance/Dwell or lower, the Shear Down output is fired.
For presses with a long reaction time, this allows the user to pre-fire the press so the tooling is almost in contact with the material by the time the material actually stops. This minimizes the amount of time the machine must be stopped for press operations and helps maximize throughput.
Specific to Closed Loop Applications
For closed loop flying die systems, the Shear Dwell Down parameter is not only the amount of time to fire the press into the material, it is also the amount of time the cutoff die must match speed and position with the target while the press is being fired. During this time period, the XL200 Series controller will command the servo to do whatever it sees the material doing in terms of speed, direction and position. This compensation occurs in real time.
Shear Dwell Up
Help ID: 122
Initial Version: 1.0
Appears In: All Software Models Except XL208CL
The assumption of the software of every XL200 Series controller is that it controls a cutoff (shear) press, regardless of whether or not the cutoff is an actual shear, slug die, saw, etc.
The Shear Dwell Up parameter allows the user to define how long it takes the shear to exit the material after cutting or breaking through. Typically, this parameter is set to the same time as the Shear Dwell Down parameter, though most presses will not take as long to exit the material as they will to enter.
Regardless of the physical requirements for the setting, it is important to note that the XL200 Series controller does not dictate the speed of the press. Some users see a correlation between the parameter setting and the amount of time the press fires. The actual press speed is a function of the mechanics of the press, itself – stroke, hydraulic or pneumatic pressure, flow, mechanical linkages, etc. What this means is the controller does not control press speed, the parameter is so the XL200 can know how long it takes for the press to do its job.
Today, most hydraulic or pneumatic presses use spring-return-to-center valves. These valves do not need an Up signal – so long as the valve is not being fired, the press will automatically return to its Up position. Mechanical presses never need an Up signal as their motion is a cyclical process. Still, based on the specific machine application type the XL200 Series controller might need the time required to exit the material in order to properly calculate if it can achieve the next shear target at the current line speed.
Closed Loop Applications
In closed loop flying die applications, the XL200 Series controller must be programmed with a Shear Dwell Up time, regardless of the mechanics of the press being used. The controller must command the servo system to match speed and position with the cut point until the tooling has exited the material.
If the Shear Dwell Down is set to a value that is too short, the servo will begin to decelerate while the blade is still in the material, potentially causing material jam up and buckling, or creating excessive wear on the shear die. If the value is set too long, the die will travel too far, potentially running into the forward overtravel sensor or a hard, physical stop.
Shear Boost Dwell
Help ID: 123
Initial Version: 1.0
Appears In: XL200 Open Loop Flying Die Software Models; used only with Shear Boost
The Shear Boost Dwell is the total amount of time that the Shear Boost Output stays on.
In open loop flying die applications, the most consistent shearing action is typically achieved by firing the cutting tool into the material and allowing the material to drag the die up to speed. However, due to material rigidity and die weight, it might not be possible to use the material to push the die to speed. Buckling or deformation of the material can sometimes occur when the die is heavy or when the material is weak. This is especially true at higher line speeds.
To overcome this limitation, a die boost – a hydraulic or pneumatic cylinder – is coupled to the die. This cylinder is controlled by an on/off valve (or perhaps by a proportional valve) that is fired around the same time the press is fired.
Shear Reaction
Shear Reaction is the amount of time required from when the Shear Output fires for the press to engage the material.
This time value determines the most accurate point to fire the press for a given material velocity. Shear Reaction is especially useful when material is being fed at a varying line speed.
Shear Reaction is necessary on flying die applications because:
- It handles length errors occurring during line speed changes
- It handles the problems of producing a first piece longer than the subsequent pieces.
Since the shearing function is not instantaneous, the shear must be activated prior to the actual cut point.
Shear Boost Reaction
The Shear Boost Reaction sets an amount of time by which the shear boost should fire early–the larger the time, the earlier the boost output fires.
When timed correctly with a properly calibrated boost, the die appears nearly weightless when the cutoff hits the material.
Note: This parameter is not used to obtain accuracy. Instead, it improves the quality of the cut–a larger boost reaction keeps the die from buckling the leading edge of the part, while a smaller boost reaction keeps the die from tearing the material on the trailing edge of the part.
Shear Boost Enable Velocity
The Shear Boost Enable Velocity parameter sets the velocity at which the shear boost activates. If the material velocity (line speed) is less than this programmed value, the boost output does not activate when the press is fired.
Note: A value of 0.000 enables the boost output at any speed.
Expect Shear Complete
If set to Yes, the controller must see the Expect Shear Complete input prior to the expiration of the Shear Dwell Down time. If the timer expires before the input turns on, the controller will halt the line and display this error.
If set to No, the controller treats the input normally. Any time the Shear Complete input turns on prior to the expiration of the Shear Dwell Down time, the controller immediately turns off the Shear Down output and begins timing Shear Dwell Up.
Press Dwell Down
Press Dwell Down defines the time a specified press’s die takes to go from the top of its stroke to the bottom.
Each press on the machine has a dwell time programmed to define the duration of each press cycle, between 0.001 to 9.999 seconds.
Note: The Press Down time can be overridden by the closure of a Press Complete switch, when one or more of these inputs are used.
Press Dwell Up
Press Dwell Up defines the time a specified press’s die takes to return the up position from the down position.
Each press on the machine has a dwell time programmed to define the duration of each press cycle, between 0.001 to 9.999 seconds.
Note: On boosted Flying Die machines, a Press Boost Output replaces the Press Up output, so no Press Dwell Up parameter is required.
The actual press output activates for the programmed dwell time. On feed-to-stop lines, this movement is detected as a pause.
Press Boost Dwell
The Press Boost Dwell is the time after the press operation that the specified press’s die boost output remains on and continues pushing the die forward to ensure that the press die is out of the material before it returns to its resting position.
The die boost output activates at the same time as the punch output and remains on for the entire press cycle time (Press Down time plus the Press Up time) plus the Press Boost Dwell time. If the controller parameter is a Press Dwell time, the cycle time is simply twice the Press Dwell time.
Press Boost Dwell time can range from 0.000 to 9.999 seconds.
Press Reaction
Press Reaction is the amount of time from when the press signal first turns on that it takes for the die press to engage the material.
This time value determines the most accurate point to fire the press for a given material velocity. Press Reaction is especially useful when material is being fed at a varying line speed.
Note: If this parameter is not programmed correctly, punches appear to be out of position.
Press Boost Reaction
The Press Boost Reaction sets an amount of time by which the press boost on a specified press should fire early–the larger the time, the earlier the boost output fires.
When timed correctly with a properly calibrated boost, the die appears nearly weightless when it hits the material.
Note: This parameter is not used to obtain accuracy. Instead, it improves the quality of the punch–a larger boost reaction keeps the die from buckling the approaching edge of the hole, while a smaller boost reaction keeps the die from buckling the material on the exiting side of the hole.
Press Boost Enable Velocity
Press Boost Enable Velocity sets the velocity at which the press boosts activate. If the material velocity (line speed) is less than this programmed value, the boost output does not activate when the press is fired.
Note: A value of 0.000 enables the boost output at any speed.
Expect Press Complete
If set to Yes, the controller must see the Press Complete input prior to the expiration of the Press Dwell Down time. If the timer expires before the input turns on, the controller will halt the line and display this error.
If set to No, the controller treats the input normally. Any time the Press Complete input turns on prior to the expiration of the Press Dwell Down time, the controller immediately turns off the Press Down output and begins timing Press Dwell Up.
Tool Selected for Manual Punch
The XL200 has a Manual Punch input, intended to be used by Machine Operators or Maintenance to test the function of a particular press or gag. When the input is turned on, the tool number programmed in this parameter will be activated and fired by the XL200. The tool number must already exist as a definition in the Tool Data menu.
Holes punched using this function are not “counted” by the XL200. Only punches placed on the part by the XL200 in the Run mode are treated as finished punches. Manually punched holes are ignored.
Punching Mode
This parameter tells the controller how to handle situations where multiple punch targets rest simultaneously below multiple press tools.
- Synchronous (default) – The controller will attempt to fire all presses that are currently in tolerance for their press operations at the same time in order to increase throughput.
- Sequential – The controller will hold the material still while it fires all presses one at a time. This mode is typically used in situations where the hydraulics are not powerful enough to fire multiple presses simultaneously and have all the tooling break through the material.
Bundle Quantity Reload Value
Bundle Qty Reload breaks an order into bundles, each with a predetermined number of parts. This number will override any bundling quantity sent down from Eclipse.
For example, set this parameter to 20, and the controller automatically halts after cutting twenty parts.
Note: The controller still halts at appropriate times, such as for bundle number, order, material, and product code changes.
Bundle Quantity Count
Bundle Qty Count displays the current count from the Bundle Qty Reload Value parameter.
This informational parameter automatically displays the current bundle count; however, to adjust for produced parts being scrapped or unscrapped, this value can be manually corrected.
By changing this value, the bundle count can be manipulated to change the parts actually counted before the next automatic halt for the bundle count. The count progresses from the number programmed into the Bundle Quantity Reload Value to zero.
Increasing this value causes the controller to make more parts; decreasing this value causes the controller to make fewer parts.
Item Complete
Item Complete is a timer with an associated output that turns on at the completion of each cutlist item (regardless of bundling). The output will turn on for the programmed Item Complete dwell time and then turn back off.
This function was originally created for pre-cut lines with long conveyors/roll formers. If the downstream equipment is automated to the feed rolls and shear, it will drop out of Run when the upstream portion of the system does. To keep the downstream equipment running until the last part is cleared, the Item Complete output can be put in parallel with the Run logic for the downstream equipment, and the Machine Operator will have a convenient timer to control how long the machine continues to run in order to clear the last part(s).
Delay After Shear
Delay After Shear defines a pause between parts. After the shear has cycled, the line remains stopped for the amount of time specified in this parameter.
DANGER: Use adequate safety devices with visual and audible indicators to protect personnel from confusing Delay After Shear for a machine-off condition!
During this time delay, the Run output remains ON while the Forward output is turned OFF. After the designated delay, the Forward output is turned back ON.
Note: To lengthen the pause between parts, (up to a maximum of 60.0 seconds), increase this time; for no pause, enter 0 (zero).
Short Part Delay
Appears in: Only applies to the XL200CLU model for Brake & Hump lines.
When the controller runs a part that is smaller than or equal to the Short Part Length parameter but larger than the Very Short Part Length parameter, it pauses after firing the shear for the Short Part Delay time before beginning to run the next part in order to create a part separation.
Very Short Part Delay
Appears in: Only applies to the XL200CLU model for Brake & Hump lines.
When the controller runs a part that is less than or equal to the Very Short Part length parameter, it pauses after firing the shear for the Very Short Part Delay time before beginning to run the next part in order to create a part separation.
Minimum Slow Distance
2-Speed, Accelerator Only
Minimum Slow Distance sets how soon before the target reaches a press operation that the line is shifted to slow speed.
With the Decel Factor Mode parameter set to AUTO, the controller automatically calculates when to start slowing the line. The Minimum Slow Distance is added to this calculated value.
Increase the Minimum Slow Distance to shift the material into slow speed earlier, creating a longer slow period.
Decrease the Minimum Slow Distance to shift the material into slow speed later, for a shorter slow distance.
Note: A longer slow distance can improve part accuracy but may slow overall production.
Adjust this parameter based on the speed of the material and the deceleration characteristics of the machine.
Note: Until the system has been calibrated and the controller becomes acclimated to the behavior of the machine, AMS Controls recommends initially setting this parameter to produce a slow period that begins a few inches before the die. Once the machine is producing good parts repeatedly, reduce the Minimum Slow Distance as much as possible to increase the production rate.
Scrap Part Length
Sometimes, due to the physical distance between the shear and the farthest punch/printer, and the definition of where punches/print messages must fall on a finished part, the controller will be required to produce some amount of scrap before the first good part can be made. If the distance is large, the first piece of scrap would be several feet long. Machine Operators might find this piece unwieldy, and it might not physically fit into the scrap bin. It’s also possible that relatively short parts of the same shape with no punching might be viable parts to be used for other orders or in other processes.
The Scrap Part Length parameter tells the XL200 that any time it must produce scrap at the beginning of the run, that it is to cut that scrap into lengths equal to the Scrap Part Length. This makes the scrap pieces easy to handle, or just the right length to be used in another process. Regardless of the total length of scrap that must be produced, the individual scrap parts will be produced to the programmed Scrap Part Length, which means that the total amount of scrap produced is physically longer than is necessary to get a good part out of the machine.
Example:
The physical distance from the shear to the punch on a machine is 120″. Typically, finished parts must have a hole punched 10″ from the leading edge. This would create a situation where 110″ would be scrapped at the beginning of a run after a coil or tooling change.
The company can use 48” unpunched parts in another process, so Maintenance programs the Scrap Part Length to 48”. This means that whenever the machine is started after a coil or tooling change, 3 scrap parts must be produced each time (48” x 3 = 144”) in order to accommodate the physical distance, plus the fact that the controller has been told that all scrap parts must be 48” long.
For many companies, having one or two parts in a bundle that are missing some or all of the holes (or print messages) is acceptable. In this situation, the Scrap Part Length parameter should be set to 0.000”. This tells the XL200 to begin producing parts immediately, regardless of how many punches or print messages can be acquired on a part, and treat those parts as good.
Auto Crop Length
Halt Mode
Halt Mode sets when the controller executes an automatic line halt. It has four available options:
- Bundle Halt – the controller halts the machine when the Bundle Number, Order Number, Material, or P code (Product Code) changes.
- Item Halt – the controller halts the line after the completion of every bundle item, regardless of the bundle Number.
- Order Halt – the controller halts the machine when the Order Number, Material, or P code changes, but not when the Bundle Number changes.
- Never Halt – the controller halts the machine only when the Material or P code changes. Otherwise, the controller halts after all batches other than Skipped orders or bundles are done.
Halt No More Items to Run
For punching and printing lines, the XL200 must queue punch and shear targets from the shear back through the farthest punch or printer (tool). When the XL200 queues up the last part for a given material, tooling, or when it simply runs out of orders, the potential to run unpunched scrap material through the tooling up to the shear is high. At that point in time, if the parameter is set to “Yes”, the XL200 will halt the line and display a message to the Machine Operator warning him to either program more parts, cut out the material, or be prepared to accept scrap material in the machine.
If the parameter is set to “No”, the controller will simply run the order to completion and any material left in the machine will be unpunched.
Stopping Reaction Mode
Stopping Reaction Mode sets the mode for how the Stopping Reaction Time parameter is used. Select:
- Auto – The controller turns off the movement outputs prior to the actual shear or punch point so the momentum and inertia of the machine allow the target to coast to the correct position. A new Stopping Reaction time is calculated after each stop based on the average stopping time for several cycles. This parameter may be overridden in the Manual Calibration mode but the value is modified on the next part ran.
The default–and recommended–mode of operation for Stopping Reaction time is AUTO. The maximum value is 5.000 seconds.
- Manual – Like Auto mode, the controller turns off the movement outputs prior to the shear or punch point. However, when in Manual, the controller does not recalculate a new Stopping Reaction time after each stop; whatever value is manually entered remains constant. The maximum value is 5.000 seconds.
- Off – A Stopping Reaction time is not used or calculated by the controller. The movement outputs are turned off when the material past the shear point is equal to the programmed length of the part. Without a Stopping reaction time, parts tend to come out long because of the momentum of the machine and material during stopping.
Note: When the Stopping Mode is set to OFF, a tolerance test is not performed.
Stopping Reaction Time
The controller automatically calculates Stopping Reaction Time by measuring the amount of overshoot and/or undershoot on every move. By comparing the location of the actual target against the programmed target, the controller can adjust the Stopping Reaction Time to match the characteristics of the machine.
Note: Without such a method for tracking the stopping reaction, all parts would be long due to the stopping delay. The user can specify a tolerance so that accuracy is assured.
Deceleration Mode
Two-Speed Lines Only
Deceleration Mode determines how the Deceleration Factor parameter is used during typical operation. Select:
Auto – The controller shifts from high speed to low (creep) speed prior to the actual shear or punch point, allowing for the deceleration time of the machine and enabling the line to attain a steady slow speed before stopping for the operation.
The Deceleration Factor is re-calculated after each stop based on the average deceleration rate from the previous movement to a full stop. This parameter may be overridden in the Manual mode, but the value is modified on the next part run.
Note: The Deceleration Factor that is added to the Minimum Slow Distance determines the actual point where the line shifts from high speed to low speed.
- Manual – The controller does not update the Deceleration Factor parameter after each stop, and whatever value is manually entered remains constant.
- Off – The Deceleration Factor is not calculated and is not used at all by the controller, and the material shifts from high speed to low speed entirely as directed by the Minimum Slow Distance parameter (with Deceleration Mode OFF, you must make sure that the Minimum Slow Distance parameter is large enough to avoid shifting speeds too late and incurring poor tolerances).
The default for Deceleration Mode is Off; this is also the recommended mode of operation.
Deceleration Factor
Two-Speed Only
Deceleration Factor is used with the Minimum Slow Distance parameter to determine the point at which the machine switches from fast speed to slow speed before stopping for a press operation.
Ideally, the material should shift from fast to slow speed early enough to allow the line to stabilize at the slow velocity before the motion outputs turn off to halt the line. Halting the line from the same speed every time improves overall tolerance.
Tolerance
Feed-To-Stop Only
Tolerance is the maximum allowable error in the positioning of a press operation. Tolerance should be set small enough to get acceptable parts but wide enough to avoid production interruptions.
Note: Be careful to set this value within the limits of the machine.
On feed-to-stop machines, the controller can check if the material is within a specified tolerance before activating the press. If the material has not stopped within this tolerance, the controller halts production and displays an error. The controller allows values from 0.0005 inches to 10.0000 inches. The default value for Tolerance is 0.125 inches.
For example, if the tolerance is set at 0.030 inches, upon stopping for a press operation, the target must be equal to the programmed length. plus or minus 0.030”, before the press can cycle.
Stitch Gag
Stitch Gag prevents the shear blade from cutting completely through the part, known as a stitch.
Note: Only a programmed tool with a valid gag may be used.
Max Auto Stitch Length
Slow Output While Halted
Slow Output While Halted turns the slow output OFF or ON while the line is halted.
Note: Many hydraulic drive systems require the slow valve to remain on when halted to keep fluid flowing. However, electrical drives typically require that no motion outputs remain on when halted.
Stacker Dwell
This parameter is only used on lines equipped with an indexer table stacking unit.
The XL200 has a simple digital output for basic stackers. It can also be used as a “stacker initiate” for more complicated stackers.
Stacker Dwell determines how long the controller will fire its stacker output.
Stacker Delay
This parameter is only used on lines equipped with an indexer table stacking unit.
The XL200 has a simple digital output for basic stackers. It can also be used as a “stacker initiate” for more complicated stackers.
Stacker Delay determines how long the controller will wait after the last part in the stack is cut before turning on the stacker output.
Parts Per Stack
This parameter is only used on lines equipped with an indexer table stacking unit.
The XL200 has a simple digital output for basic stackers. It can also be used as a “stacker initiate” for more complicated stackers.
Parts Per Stack determines how many parts the controller must produce before initiating the stacker sequence (see Stacker Delay, Stacker Dwell). The running count is reset on every new item or on a Manual Index input.
Horn Dwell
For XL200 software models with a Horn Output, the horn is used to warn operators that the machine is about to go into motion. The Horn Output fires once the controller is put into Run Mode. The Run Output turns on immediately to latch the system into an automated state. The Horn Output fires for the Horn Dwell time, and motion outputs remain off until the Horn Dwell time expires.
Horn Dwell defines the amount of time to turn on the Horn output when entering Run Mode.
Crash Detect Velocity Change
Crash Detect Velocity Change halts the line and displays an error message indicating a possible material jam whenever the line velocity drops more than its specified value in less than the amount of time specified in the Crash Detect Time.
Crashes will only be detected upstream of the encoder’s placement.
Note: Set this value to a speed change that is not typical for your operation.
Crash Detect Time
Crash Detect Time halts the line and displays an error message indicating a possible material jam whenever the line velocity drops more than its specified value in less than the amount of time specified in the Crash Detect Time.
Note: Set this value to a period of time smaller than the time it the machine takes normally to slow down and coast coasting or braking to a stop when being halted.
Dump Table Delay
Some XL200 software models have a Dump Output. The Dump Output typically controls a table that can “dump” good parts to one bin or conveyor and scrap parts to another. Once a part is cut, the Dump Table Delay time determines how long the XL200 waits before firing the Dump Output.
Dump Table Dwell
Some XL200 software models have a Dump Output. The Dump Output typically controls a table that can “dump” good parts to one bin or conveyor and scrap parts to another.
The parameter Dump Table Dwell determines how long the Dump Output will fire once the Dump Table Delay has expired.
Mist Counter
Some XL200 software models include a Mist Output. This output is typically used in a Tube Mill application to facilitate lubrication of the cutoff blade.
The Mist Counter parameter defines the number of times that the shear has to fire before the Mist Output turns on. Entering “0” turns the Mist feature off.
Mist Delay
Some XL200 software models include a Mist Output. This output is typically used in Tube Mill applications to facilitate lubrication of the cutoff blade.
The Mist Delay parameter determines how long the controller will wait to fire the Mist Output once the appropriate number of parts has been cut based on the Mist Counter value.
Mist Dwell
Some XL200 software models include a Mist Output. This output is typically used in Tube Mill applications to facilitate lubrication of the cutoff blade.
The Mist Dwell parameter determines how long the controller will fire the Mist Output once the Mist Delay time has expired.
Test Part Length
Defines the length of a part that will be created when the Test Part function is selected.
Halt After Test Part
Tolerance Mode
Continuous Material Flow
Setting this parameter to YES informs the controller that the material movement is controlled by external devices and to assume the material is moving at all times.
Use Coil Inventory
This parameter enables or disables the use of the controller’s Coil Inventory.
Allow Coil Override
The parameter Allow Coil Override is used to choose whether the machine operator is allowed to run an order whose Material Code does not match the material code of the current coil. Selecting ONLY WITH KEY requires the Setup Lockout key to perform the coil override.
Dump Mode
Bump Tolerance
Bump Time
Stopping Distance
Uncut Length Threshold
When the amount of uncut material beyond the shear exceeds this distance, the Uncut Length output will turn on.
Stitch Mode
This parameter determines when parts that could be stitched are separated by a scrap piece containing a full cut.
P Code Change Stops Queue
This parameter should be set to ALWAYS if a Product Code change requires removing material from the press or presses. If a Product Code change never requires removing material from the press or presses, set the parameter to NEVER.
Coil End Point
Coil End Point minimizes scrap by halting the roll former prior to cutting the last parts, leaving enough material still inside the roll former to finish the order. This occurs any time a different material is required on the upcoming Next job. When the controller halts the line for a Coil End Point, it displays a warning window and notifies the operator of a pending Material or Product Code change.
Coil End Point is the distance from the back of the shear blade to the point where the material is typically manually cut in order to change coils. It should be long enough to ensure the cut point does not coast into the roll former and become inaccessible, so material that is not needed for the current job is prevented from entering the roll former or stopped at the appropriate time for changing tooling. The general formula is:
Coil End Point = Shear to Roll former Entrance Distance + Machine Coast Distance
Coil End Offset
Coil End Offset delays the Coil End Point warning when the line does not need to be halted within a given distance of the next shear operation. The Coil End Point message displays the distance that the material went past the Coil End Point mark.
Enter the distance from press target at which a Coil End Point halt should not occur. For example, if the Coil End Point is 120 inches, and the Coil End Offset is 12.000 inches, when the controller encounters the Coil End Point distance but a shear target will occur in less than 12 inches, the line continues running past the Coil End Point. Halting of the line is delayed so the shear can first take place.
Encoder Direction
Encoder Direction changes the direction—clockwise or counter-clockwise—that the encoder turns. Press any number key to toggle between CW (Clockwise) and CCW (Counter-Clockwise) for the direction of the encoder.
Note: If the material is moving forward and the display counts negative, change the Encoder Direction.
Shear Kerf
Help ID: 353
Initial Version: 1.0
Appears In: All Software Models Except XL208CL
Shear Kerf describes the amount of material removed during the cutting process. Some cutting processes include a forming process, so in these cases, Shear Kerf can also be the length of material “lost” during the forming process. The term kerf comes from saw cutting, where kerf is essentially the thickness of the blade.
Often it is assumed that the thickness of the blade is a true kerf value. When cutting metal, the blade thickness is not sufficient to describe the kerf. Sometimes, the clearance hole is larger than the blade, or the material is soft and there is considerable deformation. In any event, measuring the blade, clearance hole or slug is usually too inaccurate for a reliable kerf measurement. This is important for accurate part lengths across a range of lengths.
If Shear Kerf is wrong, the machine operator will calibrate based on an error induced in the programmed Shear Kerf parameter. This error will then become a percentage of the length the operator used to calibrate the machine. That percentage will then be applied to longer and shorter lengths.
The outcome will be that part lengths are consistent once calibrated, but if the programmed length changes, the new length will have a consistent error in it until calibrated again. This is a classic Shear Kerf error.
Shear Kerf for Post Cut Lines
The most accurate way to determine Shear Kerf is to perform the following procedure:
- Perform a standing cut on a “short” length of material that can be accurately measured to 0.001″, approximately a 1′ length.
- Measure the length as accurately as possible and record the measured value.
- Push the part back through the cutting tool and perform another standing cut.
- Retrieve both pieces and measure each as accurately as possible.
- Add the lengths of both pieces together, and subtract the total from the length measured in step 2.
- The final total is the Shear Kerf.
Shear Kerf for Pre-punch Post Cut Lines
On some machine applications, the kerf is actually removed by a pre-punch operation. The pre-punch operation removes the majority of material, but leaves a connecting tab that will later be removed in the cutting process.
Tab Left After Pre-Punch Operation
Even though the cut off removes the connecting tab, the blade doesn’t actually touch the edges measured by the operator for a finished part. Technically, there is no “Shear Kerf”, as such, but the same parameter can be used to account for the material lost.
Cut Off Does Not Contact Measured Surfaces
This type of process must account for material stretch within the roll former. When material stretches, so does the “gap” or hole punched before the material is stretched. Thus, it is not physically practical to measure the pre-punched gap, or simple to measure after the forming process.
A special procedure is required for this type of machine to calculate an accurate Shear Kerf value:
- Set Shear Kerf to 0 and Correction Factor to 100%.
- Run two sets of parts at two different lengths. The longer length should be the longest length that can be precisely measured. The shorter length should be about 1/2 the long length. The larger the sample size, the better the results (at least 5 parts at each length).
- Accurately measure and record the length of each part.
- Calculate the average measured length for both samples.
- Use the following formulas to calculate the Correction Factor and Kerf:
Correction Factor = (Programmed Length 1 – Programmed Length 2) / (Measured Length 1 – Measured Length 2) Kerf = (Programmed Length 1/Correction Factor) – Measured Length 1
Minimum Part Length
Minimum Part Length defines the shortest part length that the controller makes.
For some applications, short part lengths may cause problems for the roll former or other tooling. By setting a value for the Minimum Part, items that would result in parts shorter than this length are not allowed to be run.
Values from 0.000 to 999.999 inches may be entered.
Shear-Encoder Distance
Shear-Encoder Distance is the physical length between the encoder and the shear point. The largest acceptable value is 10,000”.
Note: A tailout switch must be used with this parameter to record accurate amounts of scrap as material is loaded and unloaded from the new coil. The sheet detect input switch must be located just in front of the encoder wheel to obtain maximum accuracy.
Shear to Scrap Detect Distance
This parameter should be set to the distance measured between the shear blade and the scrap sensor pickup.
Manual Scrap Chop Distance
A manual shear will cause scrap parts of this length to be produced until the Manual Shear input turns off.
Scrap Chop Length
If this parameter is greater than zero, the controller will cut scrap into pieces of this length when the Scrap input indicates Bad Material.
Minimum Die Distance
Closed Loop Only
Minimum Die Distance defines the shortest distance from the home position where a cut can be made–the near side of the acceptable window for the press operation to occur.
With most presses, improper cutting occurs if the die is not near the center of the press, or if it is not up to the full line speed.
In version 3 and higher controllers, when this is set to 0, the controller will automatically calculate Minimum Die Distance based on line speed.
In version 2 or older controllers, this must be programmed manually.
As the die accelerates for a cut, it must be past this Minimum Die Distance and in tolerance (if a No Cut mode is selected), before a cut can be made.
This is also the place where all manual referencing occurs.
Minimum Die Distance is calculated as:
The formula produces a Minimum Die Distance that where the die can achieve a stable speed prior to cutting.
In the formula, velocity is the expected speed of the line expressed in inches per second (not feet per second), and Acceleration is the programmed parameter in the controller expressed in inches / second 2. Inches per second can be derived from dividing the Line speed (in Feet per minute) by 5.
Inches per Second = Feet per minute / 5
Maximum Die Distance
The Maximum Die Distance parameter defines the furthest distance from the die home position where a cut cycle can begin. Depending on the Tolerance Mode, if the die reaches the Maximum Die Distance before tolerance is achieved, the die will return to its home position without making a cut.
Note: This value is measured relative to the Die Home Switch.
Shear Die Distance
The parameter Shear Die Distance defines the point at which all manual cuts will be made when the controller is not running. Note: This value is measured relative to the Die Home Switch.
Reference Die on Manual Shear
This parameter determines whether or not the die will reference itself to the Home Switch whenever a manual operation is performed. Setting this parameter to YES causes the manual operation to prompt the die to reference itself to the Home Switch. Setting this parameter to NO causes the manual operation to activate the press at the die’s current position.
Clear Queue After
Clear Queue After selects whether a single shear or a double shear is required to clear the queue.
Cut only lines have always required a single manual shear to clear the queue. Punching lines, which have previously required two manual shears to clear the queue, can now be cleared by Single Shear or Double Shear.
Enable Shear Encoder Distance 2
This parameter enables or disables the use of the second Shear to Encoder Distance parameter.
Shear Enable Distance 2
This parameter defines the physical distance from the second encoder to the shear at its home position. Use this number to accurately record scrap footage during coil loading. This parameter is only used if a Sheet Detect or Tailout Sensor is used.
To enable this parameter, Enable Shear Encoder Distance 2 must be set to YES.
Coil Trim Cut Distance
The amount of the parameter determines the length of the trim cut that will be inserted in front of the first part in order to reference the leading edge of the material after a coil change.
Front Shear Tool
If the machine is equipped with a second shear that allows a part to be cut off before entering a roll former, this parameter allows the controller to eliminate scrap by accurately cutting the trailing edge of the last part before a material change.
Front Shear Advance
If this parameter is set to YES, the material will move forward (advance) between the out stroke and the return stroke of the Front Shear cutter.
Maximum Part Length
Maximum Part Length defines the longest part length that the controller can safely make.
Short Part Length and Very Short Part Length
This parameter specifies the length of what will be regarded as a “Short Part” or a “Very Short Part” on a Brake & Hump machine. Part lengths produced in these ranges cause the controller to turn on the corresponding outputs during Run mode.
Hole Mode Select
Hole Mode Select selects whether the controller counts holes (Count Hole) or operates in the default (Standard) setting. This feature is only active in non-stop applications.
- Standard mode – the controller uses a programmed part length to control the cutoff press. This parameter can be set to Count Hole any time the line is halted.
- Count Hole mode – shear press targets depend on the number of holes counted and the distance from the last hole. The number of holes to count and the distance from the last hole to shear are programmed on the Program Orders screen.
No Hole Stop Distance
In Hole Mode, No Hole Stop Distance limits the ongoing length of the part in case a hole-detector is faulty or misaligned. With no limitation, a part could become so long as to threaten other machinery or personnel. If no holes are detected within a distance determined by the parameter, the line halts. The default value, 0, disables this feature.
Minimum Hole Spacing
Minimum Hole Spacing prevents the controller from counting the same hole twice by setting a minimum distance the part must travel before the sensor can detect the next hole.
The parameter requires a value smaller than the minimum distance between holes of the parts being produces, but larger than the holes being detected. The default value for this parameter is 1” and it should never be set to zero.
Shear to Detect Distance
Shear to Detect Distance defines the physical distance from the hole-detect sensor to the shear blade at home position. The default is 10”.
This parameter should be large enough to allow the controller to react, yet small enough to ensure accuracy. Placing the detector from 10” to 20” away from the press is ideal.
Line Resolution
Line Resolution defines the length of material movement for each increment of the encoder.
It is a function of the circumference of the measuring wheel and the number of counts per revolution of the encoder. The formula for calculating Line Resolution is:
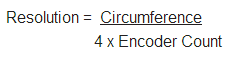
For an AMS encoder, the count of the encoder is the model number of the encoder. Being a quadrature encoder, the PPR (pulses per revolution) is 4 times the number of counts. For example, a Model 256 is a 256-count encoder with 1024 PPR; a Model 1000 is a 1000-count encoder with 4000 PPR.
The most common encoder wheel used has a circumference of 12 inches. For this size wheel, Line Resolution is:
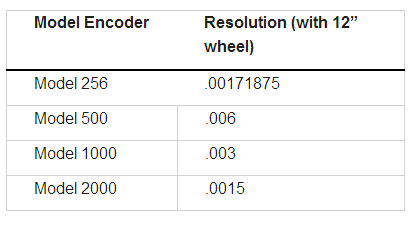
It is not necessary to precisely measure the circumference or calculate the formula to any great precision. Nominal values can be used, and precise results are achieved during calibration. Values between 0.00004000” and 0.04000000” are acceptable.
Die Resolution
The Die Resolution parameter defines the distance the die travels for each increment of the die motor encoder. It is a function of the mechanical actuator used to position the die, the gear box ratio, and the number of counts per revolution of the encoder coupled to the die motor.
Loop Gain
Closed Loop Only
Loop Gain sets the sensitivity of the servo loop (electronic drive).
Lowering this number makes the drive less responsive; however, if it is too low, the system becomes sluggish.
Raising this number makes the system more sensitive and responsive. If it is too high, the system may become unstable and oscillate.
Use caution in changing this number, and make only gradual changes.
Offset Integral
This parameter defines the time constant used by the XL200 controllers’ offset integral. The offset integral is active when the controller attempts to hold the die/feed rolls in a locked position. The offset integral is intended to remove long term drift caused by environmental factors, such as temperature.
The default time constant of 100 seconds is recommended for most applications.
Offset Voltage (Auto)
Lag Integral
Lag Compensation (Auto)
Derivative
The Derivative parameter helps to improve a system that has a slow or sluggish response.
The Derivative anticipates the rate of change in the error and amplifies it to improve system performance. This is typically only used in hydraulic systems or systems with a lot of inertia.
By default, a value of zero is used. A zero value disables this parameter. Note: Consult an AMS Controls Support Technician before using this parameter.
Jog Select Mode
Jog Velocity
Minimum Die Return Velocity
Slow Run Velocity
Maximum Die Return Velocity
Maximum Velocity
Acceleration
Closed Loop Only
Acceleration sets the rate of velocity change for die travel. This parameter controls both the acceleration and deceleration of the forward travel for Die Accelerators.
Return Acceleration
Closed Loop Only
Return Acceleration sets the acceleration for the flying die to return home after the cut is made. This parameter may be set higher than the Acceleration parameter, since the die return is not a critical movement.
This decreases the overall cycle time of each cut, so if cycle times are not tight, adjust this parameter to a value lower than the Acceleration parameter (which can also reduce wear and tear on the actuating system).
Return Acceleration is measured in inches per second, per second (inches/second2).
Die Reference
The Die Reference mode allows you to adjust the position where the die waits to make a cut during Run mode. When this is set to MIN or MAX DIE DISTANCE, the XL200 controller calculates the distance needed to accelerate the die up to match the current line speed and positions the die so it reaches speed when it hits this specified reference point.
When this is set to HOME SWITCH, the die sits at the home switch while waiting to make a cut.
Advance After Cut
Advance After Cut defines the distance on a non-stop line that the die will advance after the shear down (during the shear up). The purpose of this parameter is to prevent the shear blade from scraping against the leading edge of the material as it moves up.
Retract After Cut
Retract After Cut defines the distance on a feed-to-stop line that the material will retract after the shear down (during the shear up). The purpose this parameter is to prevent the shear blade from scraping against the leading edge of the metal as it moves up.
Offset Integral Delay
Lag Comp. Integration Limit
Velocity at Maximum Analog
Velocity at Maximum Analog allows the controller to provide an analog output proportional to line speed measured by the line encoder. The range for this parameter is 0 to 1000 FPM.
The default setting of 0 disables this feature.
After you program the maximum velocity in Feet Per Minute (FPM), the controller outputs 10 VDC (defined for Analog Output #1 on the XL200 Series controller) at line speeds equal to or greater than this parameter. As speed decreases, the output is scaled down linearly until zero FPM is equal to zero volts DC.
Auxiliary Shear Compensation
Auxiliary Shear Compensation compensates for a long first part after a cutoff operation by the auxiliary controller.
Used only in configurations where an auxiliary device controls the shear, it initiates the cutoff operation by sending the auxiliary controller a shear output to trigger its cut operation.
The value should be equal to the Shear to Detect distance plus the Minimum Die Distance of the auxiliary controller in inches:
Aux Shear Compensation = Shear Detect + Minimum Die Distance.
The range of this parameter setting is 0 to 1000, with a default value of 0 (disabled).
Filter Constant
Filter Constant improves the accuracy of a calculated line speed. It filters the velocity that is calculated by sampling the number of encoder counts over a fixed period of time.
It can be adjusted in order to improve accuracy. A low value should be used on machines with very stable line speeds. A high value (greater than 50 Hz) should be used when significant fluctuations in line speeds occur. The default value of 32 Hz is considered to be a proper value for most lines. The XL200 Series controller will allow values from 1.0 Hz to 200.0 Hz
Minimum Speed Voltage
Analog Option Only
Minimum Speed Voltage controls the line speed or other accessories. It defines the minimum analog output voltage when the part lengths are at the Minimum Part Length. On two-speed machines, it sets the output voltage for slow speed.
This parameter is defined for Analog Output #2 on the XL200 Series Controller. It is the output when in Slow Run mode.
Maximum Speed Voltage
Analog Option Only
Maximum Speed Voltage controls the line speed or other accessories. It defines the maximum analog output voltage when the controller is in Fast speed.
The Maximum Speed Voltage is output whenever the part length being run is equivalent or larger than the amount programmed in the Length at Maximum Speed parameter (defined for Analog Output #2 on the XL200 Series Controller). On two-speed machines, it sets the output voltage for fast speed.
Length at Maximum Speed
Length at Maximum Speed defines the part length that selects the Maximum Speed Voltage at fast speed. Running parts shorter than this length results in a proportionally lower analog output voltage between the Maximum and Minimum settings.
If you don’t want the max analog voltage proportional to the part length, set this parameter to 0.
Jog Speed Voltage
Jog Speed Voltage controls the jog speed. It defines analog output voltage when the machine is in the jog forward or jog reverse mode.
This parameter is defined for Analog Output #2 on the XL200 Series Controller. It is the output when in Jog Reverse or Jog Forward mode.
Max Die Count
Die Travel (Auto)
Start Position
Speed Reduction
Die Home Reference Angle
Coast Mode Timeout
Crankshaft Length
Crankshaft Offset
Fly Wheel Radius
Time Format
Date Format
Date Separator
Set Hours
Set Minutes
Set Seconds
Set AM or PM
Set Days
Set Months
Set Year
IP Address
IP Subnet Mask
IP Gateway
MAC Address
Network Unit ID
Network Baud Rate
Halt Delay Minimum
Auto-Request Order Footage
Use Scrap Codes
Manual Shear Scrap Length
Eclipse Source
Language Select
Numeric Display Format
Auto-Delete Done Orders
Auto-Delete Done Orders specifies the number of days completed orders and items remain in the controller’s memory before they are automatically deleted. The default value is 14 days.
Note: Items flagged as DONE are removed from memory at either 12 AM or 12 PM after the specified time has elapsed.
Set Done Items to Ready
Set Done Items to Ready? specifies how the system resets when an order is finished. Set it to:
- No to set status to Done and leave the remaining quantity at zero when an item is finished running.
- Yes to set status to Ready, % Complete to N/A, and re-set the remaining quantity to the programmed quantity when an item is finished running. The item can be run again without manually reprogramming it. (This mode is typically used to fill a bin or bundle repeatedly, disregarding the overall quantity produced).
To set the this parameter,
- Press any number key to toggle between Yes and No.
- Press [Enter].
Enable Virtual Keyboard
Enable Virtual Keyboard displays the soft keyboard on the screen for easy alphanumeric entries when programming:
- Orders
- Materials
- Product Codes without a hardwired keyboard.
When the screen prompts for data in one of the above fields, press a number key to display the virtual keyboard (the number pre-fills as the first character); press [Ins] to display virtual keyboard without any data preloaded on the screen ([CE] performs the same function).
Use the arrow keys or touch screen to select the letters required and press [Enter] . Select [OK] on the virtual keyboard to accept the entire entry.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}